Consumables – Części eksploatacyjne - szybko zużywalne, czyli elementy wchodzące w skład palnika, takie jak : dysze, elektrody, osłonki itd. Tematyka ta jest bardzo złożona a poniższy artykuł ma na celu analizę opłacalności używania tych części w wersji oryginalnej oraz nieoryginalnej. Postaramy się aby w/w problematykę rozbić na czynniki i przeprowadzić szczegółowe obliczenia pokazujące jak niekorzystnie na działanie maszyny wpływa używanie części nieautoryzowanych przez producenta źródła plazmowego (SHP130/260/460). Badania te zostały przeprowadzone w siedzibie AJAN POLSKA oraz w firmach produkcyjnych będących użytkownikami naszych maszyn.
ANALIZA KOSZTÓW UTRZYMANIA W RUCHU:
Aby obiektywnie ocenić skalę wpływu stosowania zamienników na pracę naszych maszyn przeprowadziliśmy kalkulację używania tych dwóch typów części przez naszych klientów. Badania te ograniczyliśmy do grupy klientów która posiada maszyny w wieku 3-5 lat. Konkretnie było to 134 maszyn a Wynik to:
- 77% naszych klientów używa części oryginalnych
- 23% użytkowników naszych maszyn sporadycznie kupuje części eksploatacyjne bądź nie kupuje ich wcale.
Idąc dalej zbadaliśmy koszty jakie generuje utrzymanie w ruchu maszyn w tej grupie. Na przestrzeni lat 2019-2020 grupa ta wykazała koszty na poziomie 247% kosztów grupy używającej części oryginalne. Oznacza to że użytkowanie maszyn na częściach nieoryginalnych jest ponad 2,5 razy droższe od użytkowania maszyn na częściach oryginalnych. Do tych badań zostało uwzględnione wyłącznie koszty generowane przez części wymienne (palnik, elektronika, serwonapędy itd.). Badanie to nie uwzględnia dodatkowych korzyści z tytułu umowy lojalnościowej (UL) opisanej poniżej.
ANALIZA KOSZTÓW CIĘCIA:
Koszty cięcia plazmowego zbudowane są z 3 czynników; zużycie gazów, zużycie prądu oraz zużycie i koszt części eksploatacyjnych. Pierwsze dwa czynniki są porównywalne dla praktycznie wszystkich czołowych producentów źródeł plazmowych (wąskostrumieniowych – HD). Trzeci czynnik, części szybko zużywalne decydują o opłacalności całej maszyny. Źródła oraz palniki marki AJAN uchodzą obecnie za bezkonkurencyjne w zakresie kosztów palenia, nie odstając jednocześnie pod względem jakości oraz wydajności cięcia od swojej konkurencji. Ten aspekt został już wielokrotnie pokazany podczas indywidualnych wyliczeń, jest również tematem folderu AJAN POLSKA pod nazwą „KOSZTY CIĘCIA” oraz jest też potwierdzany przez firmy posiadające (teraz lub w przeszłości) maszyny wyposażone w różne źródła plazmowe. Tu przewaga AJAN POLSKA sprowadza się do niższych cen części szybko zużywalnych, które przy podobnej żywotności po prostu generują niższe koszty ich zakupu.
W przypadku zestawienia naszych części ze częściami nieoryginalnymi sprawa przedstawia się nieco inaczej. Na pierwszy rzut oka niższa cena tych drugich gwarantuje niższe koszty cięcia. Jak zwykle, diabeł tkwi w szczególe, a co gorsza nie jest widoczny podczas zakupu. Różnice należy szukać głównie w żywotności, wg. badań w naszej siedzibie oraz u klientów wynika że części nieoryginalne zużywają się szybciej względem oryginalnych nawet o 36%. Uwzględniając różnicę w cenie na poziomie 15-23% uważamy że nie ma uzasadnienia ekonomicznego do zakupu części nieautoryzowanych. Stosunek ten jest już sam w sobie wystarczającym powodem aby unikać firm oferujących tzw. REPLIKI naszych podzespołów. Przykładowe wyliczenia potwierdzające te słowa załączamy do tego artykułu w postaci RAPORTU PRZED i PO WYKONAWCZEGO.
RAPORT AJANCAM V8:
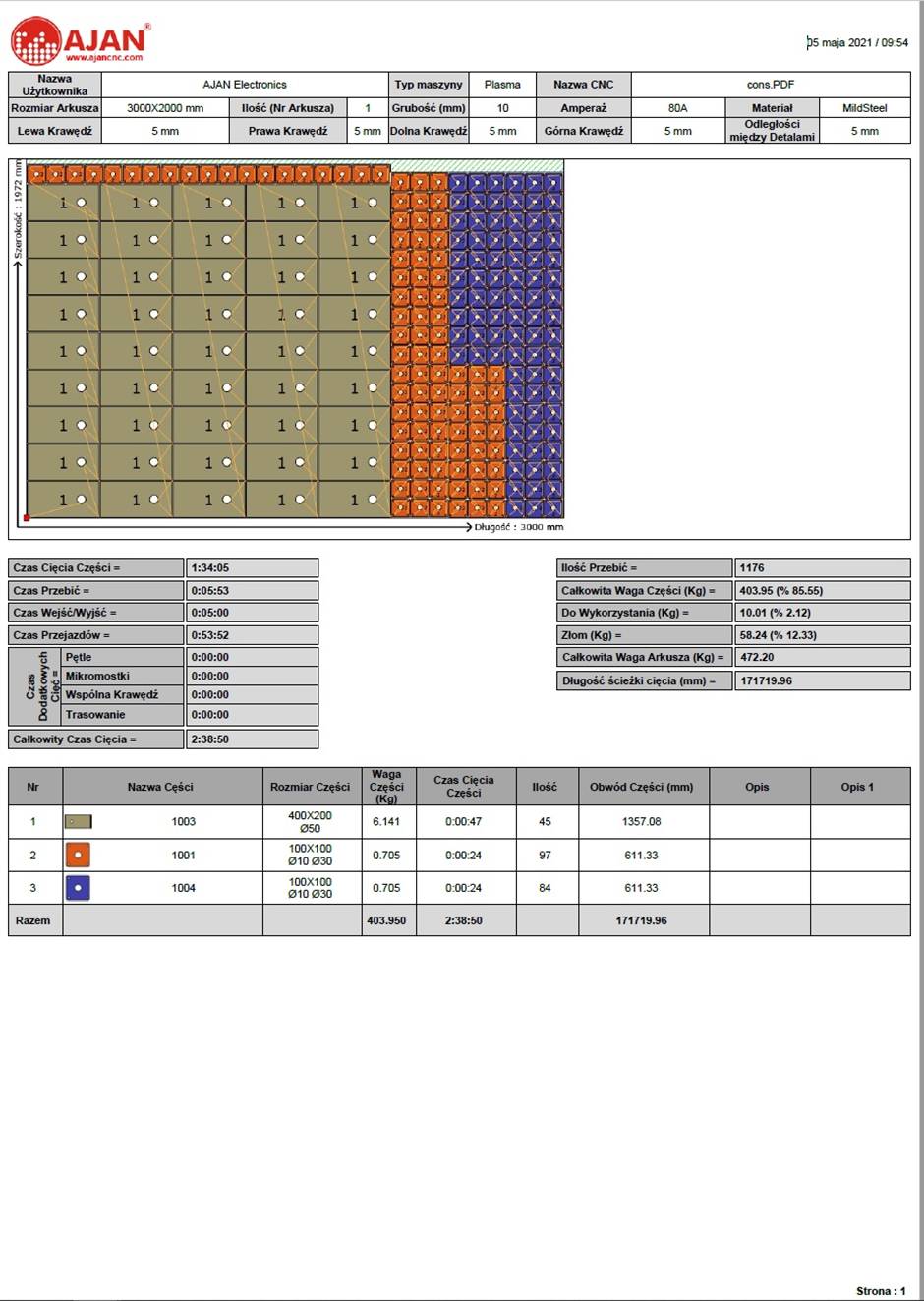
RAPORT POWYKONAWCZY [CZĘŚCI ORYGINALNE]:
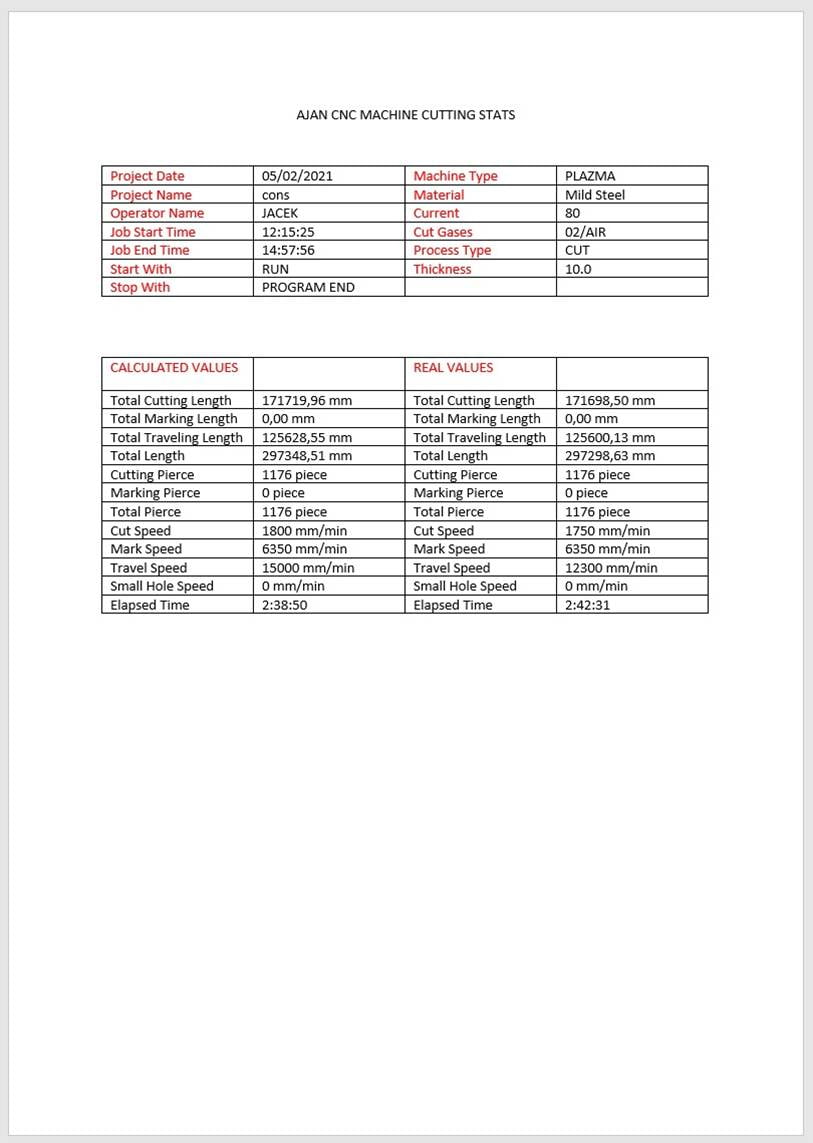
RAPORT POWYKONAWCZY [CZĘŚCI NIEORYGINALNE]:
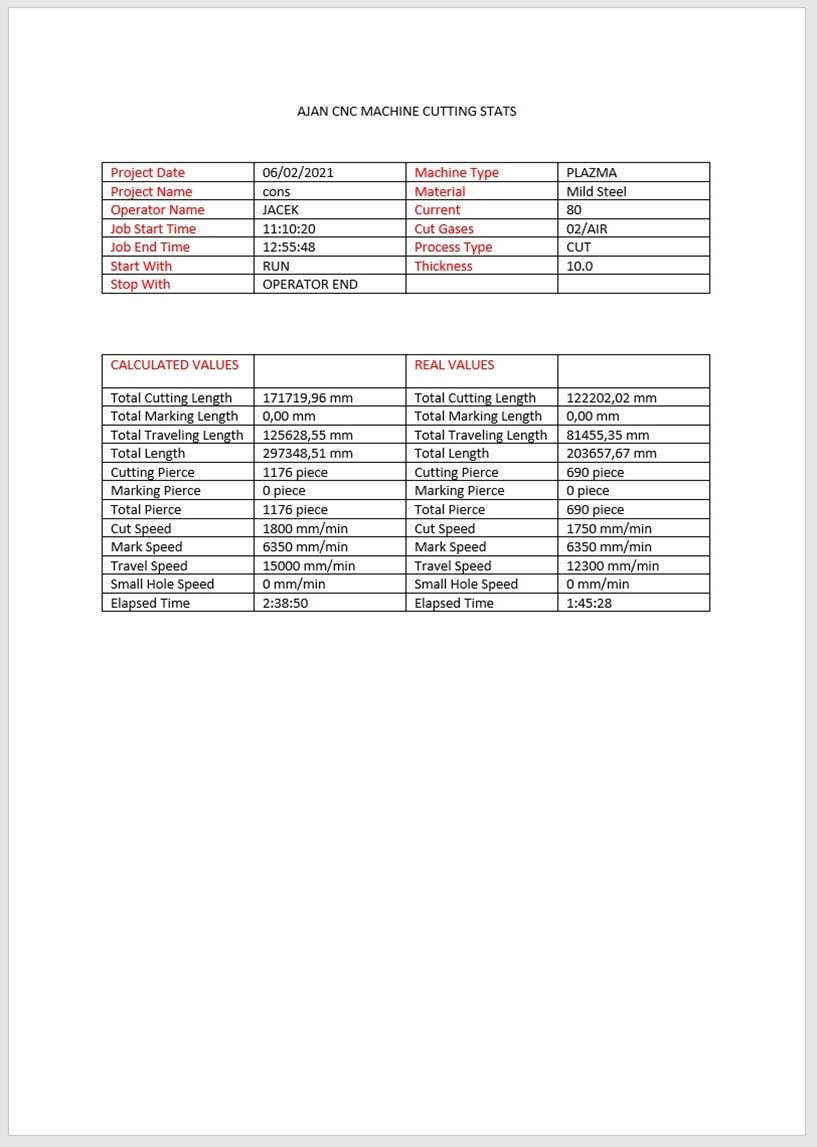
Porównanie obu raportów powykonawczych pokazuje nam konieczność przerwania cięcia na częściach nieoryginalnych po wycięciu 45 sztuk elementu o nazwie 1003 oraz 97 sztuk części o nazwie 1001 i 3 sztuki elementu o nazwie 1004. Łącznie nieoryginalna dysza wytrzymała 690 przebić, a ostatnie elementy nie trzymały już geometrii na otworach. Przekroczenie tolerancji spowodowało brak utrzymania jakości w związku z ISO9013-2. Dla porównania dysza oryginalna wykonała 45 sztuk elementu „1003” oraz pełną ilość elementu „1001 i 1004” – 181 sztuk. Podczas tego cięcia części wykonały 1176 przebić, a wszystkie elementy wciąż utrzymywały się w tolerancji wg. ISO9013-2.
Podsumowując , podczas użycia części nieoryginalnych zanotowaliśmy spadek żywotności tych części na poziomie ok 41%. Liczba ta praktycznie się pokrywa z próbami wykonanymi u naszych klientów. Klienci którzy wypowiadają się na łamach tej kampanii uzyskali spadek na częściach nie oryginalnych na poziomie 36% (średnio).
DODATKOWE KOSZTY
Repliki wpływają bardzo niekorzystnie na różne podzespoły naszych przecinarek , powodując ich przyśpieszone zużycie. Główne problemy rozpoczynają się już po ok. miesiącu stosowania tych „tańszych” części. Najbardziej narażone elementy to:
- Palnik plazmowy, zużywa się poprzez niewłaściwe chłodzenie korpusu.
- płytka elektroniczna „ignition plate” , zużywa się poprzez niewłaściwe napięcie elektryczne
- płytka elektroniczna „SHP-918L” , zużywa się poprzez niewłaściwe napięcie elektryczne oraz błędną geometrię zamienników.
Zużycie, a w efekcie uszkodzenie podzespołu to koszt. Koszt samego elementu, ale również koszt przyjazdu i pracy serwisu. Jednak najważniejsze, ich uszkodzenie powoduje zatrzymanie maszyny, tym samym również produkcji. Straty z tytułu przestoju produkcji w zakresie, nawet kilku godzin, a czasami nawet dni proszę sobie obliczyć we własnym zakresie. Czy firmy sprzedające tzw. „REPLIKI” poczują się za to odpowiedzialne? Czy „ich” serwis przyjedzie i naprawi maszynę , czy zwróci powstałe koszty związane z czasowym niewykonaniem kontraktu ? Proszę odpowiedzieć sobie samemu.
Kolejny aspekt używania części nieoryginalnych to ich nieprzewidywalność. Zróżnicowanie zużycie części przekłada się bezpośrednio na koszty generowane przez starty w materiale lub dodatkową obróbkę (napawanie, frezowanie). Podczas gdy części wyprodukowane przez AJAN posiadają charakterystykę bardzo przewidywalną , pozwalającą na obliczenie produkcji i dokładne zaplanowanie ich wymiany. Takie działanie uchroni nas przed cięciem elementów których geometria odbiega od tolerancji gwarantowanych przez producenta. Wycięte elementy które nie spełniają wymogów wymiarowych lądują często na złomie bądź muszą być napawane lub frezowane aby uzyskać wymiary nominalne. Wg. badań przekazanych nam przez zaprzyjaźnione firmy straty spowodowane tym zjawiskiem kształtują się na poziomie ok 1,2% wartości gotowego przerobu, to dużo. Przekładając to na twarde dane firm które uczestniczyły w tym badaniu to odpowiednio:
- ok 600 t – 32 400,00 pln*
- ok 120 t – 6 480,00 pln*
- ok 950 t – 51 300,00 pln*
W swoim portfolio posiadamy również spółki które przerabiają miesięcznie nawet 1500 t, proszę sobie wyliczyć jakie straty na samym materiale generuje nieprzewidywalność części eksploatacyjnych.
*Wyliczenia mają charakter pokazowy i zostały obliczone w oparciu o stawkę 4,50 zł/kg
UMOWA LOJALNOŚCIOWA:
Umowa Lojalnościowa (UL) to program wspomagający Użytkowników maszyn AJAN od 2012 roku. Założenia od samego początku miały na celu:
- zagwarantowanie utrzymania maszyny w ruchu w zakresie do 48h
- obniżenie kosztów z tytułu ceny części na poziomie 50%,
- obniżenie kosztów z tytułu ceny roboczogodziny serwisanta ,- upust 30%
- obniżenie kosztów z tytułu ceny dojazdu serwisanta, - upust 25%
- obniżenie kosztów z tytułu noclegu serwisanta – upust 100%
- gwarancja wsparcia zdalnego telefonicznego dla AJAN952 oraz telefonicznego i on-line dla AJAN918L
Podsumowując wszystkie zalety jakie niesie ze sobą UL otrzymamy kolejne powody aby pozostać przy częściach oryginalnych. Na dzień dzisiejszy możemy się pochwalić skutecznością programu na poziomie 82%. Zachęcamy do zapoznania się z naszą ofertą.
KONKURENCJA
Firmy konkurencyjne oferujące części zamienne do przecinarek plazmowych marki AJAN posługują się często nieprawdą, twierdzą one że :
- żywotność części nieoryginalnych zbliżona jest do oryginalnych – FAŁSZ, jak nasze , oraz naszych klientów, badania wskazują na dysproporcję na poziomie 38-41% na korzyść części oryginalnych.
- części oryginalne oraz nieoryginalne produkowane są w tej samej fabryce, często fabryce dostawcy części nieoryginalnych – FAŁSZ, części marki AJAN produkowane są wyłącznie przez firmę AJAN oraz w fabryce firmy AJAN. AJAN ELEKTRONIK nie zleca wykonania swoich komponentów żadnej innej firmie podwykonawczej. Zapraszamy do zapoznania się z filmem pokazującym produkcję firmy AJAN, w tym też produkcję części eksploatacyjnych : https://youtu.be/uWMWVDx56xs
- serwis firmy AJAN nie jest w stanie stwierdzić czy ktoś używa elementy nieoryginalne – FAŁSZ – eksploatacja innych elementów elektronicznych wskazuje jednoznacznie na nadmierne napięcie podczas cięcia, to zaś jest jednym z głównych skutków używania części nieoryginalnych.
- płyn do układu chłodzącego palnik plazmowy SCT w wersji nieoryginalnej jest tak samo skuteczny jak oryginał – FAŁSZ – otóż pomiary w naszej firmie pokazują temperaturę do której dany płyn jest skuteczny, proszę zerknąć na to porównanie, które ukazuje płyn oryginalny oraz nieoryginalny. Oba płyny są nowe nieużywane i otwarte przy obecności naszych klientów.
| Oryginalny płyn w spec. -15 ( pomiar -18 ̊) | Nieoryginalny płyn w spec. – 15 (pomiar -10 ̊) |
|---|---|
 |  |
- firmy oferujące zamienniki są w stanie zregenerować zużyty palnik plazmowy SCT – FAŁSZ , nie posiadają one odpowiednich podzespołów oraz wiedzy, które dostępne są wyłącznie w naszej firmie. Ponadto nie posiadamy informacji aby choć jeden taki przypadek miał miejsce u naszych klientów,
SPOSÓB BADANIA ŻYWOTNOŚCI – ND-PNWE-AE
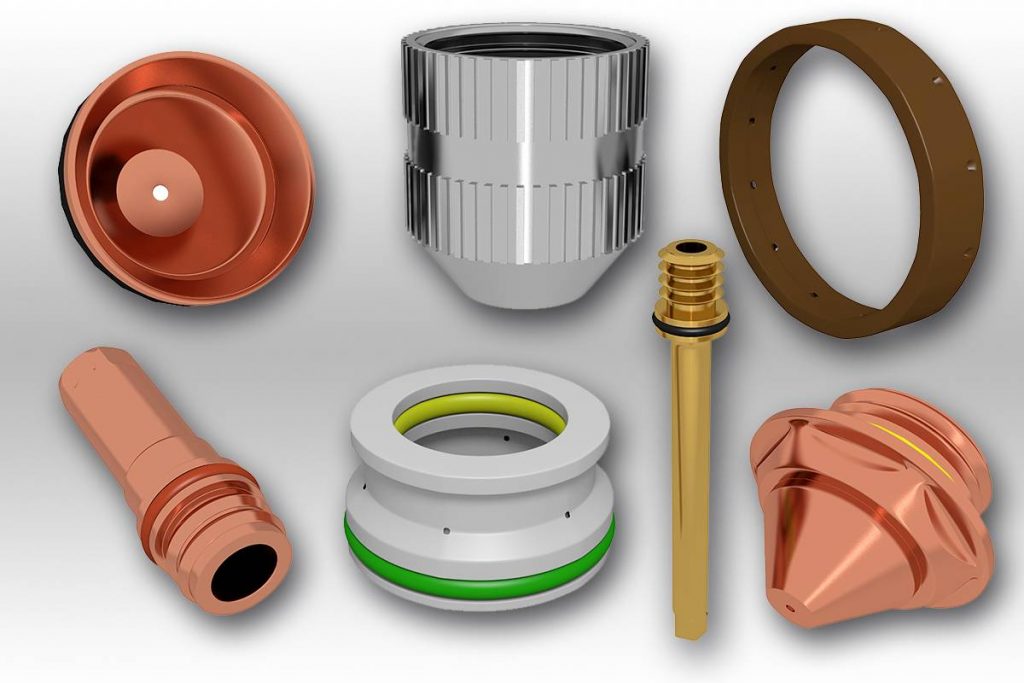
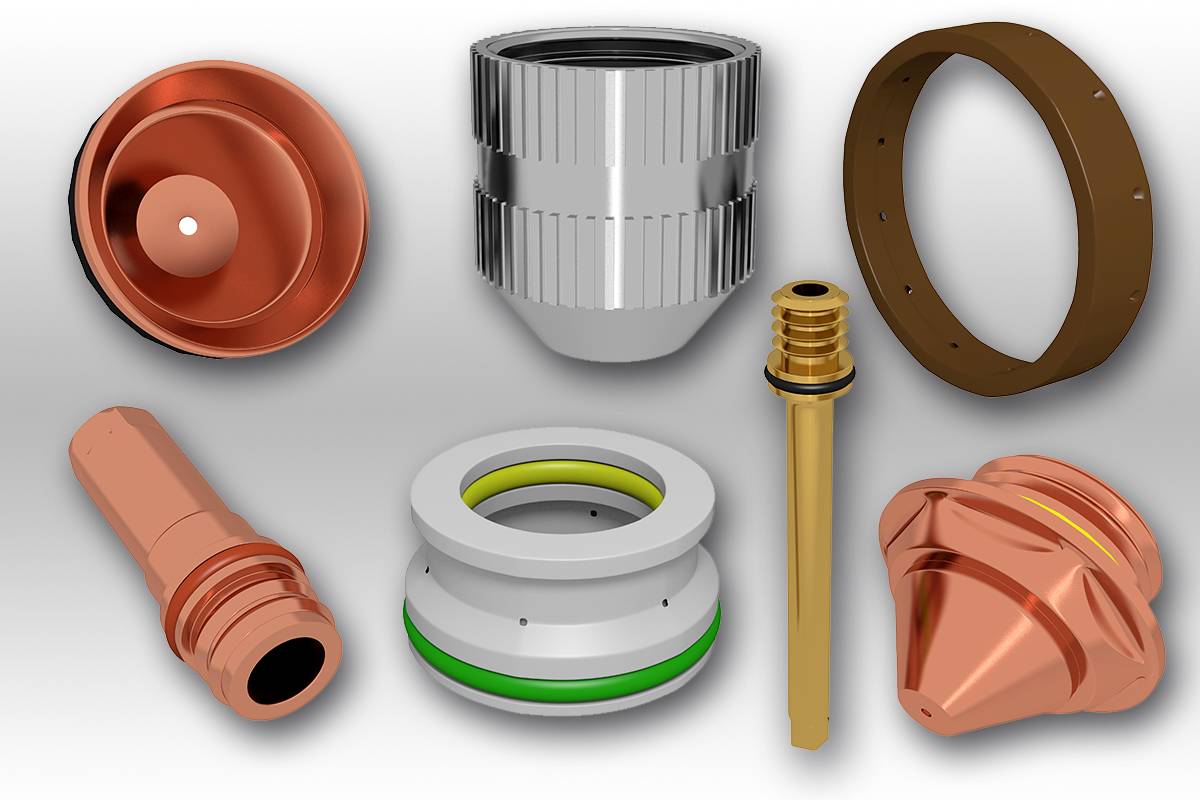
Żywotność części eksploatacyjnych można określić na różne sposoby (konwencjonalny, pomiarowy oraz poprzez analizę wizualną). Ocena żywotności części w sposób konwencjonalny polega głównie na obserwowaniu i nasłuchiwaniu cięcia (dźwięk oraz łuk wydobywający się z palnika podczas cięcia różni się zdecydowanie w przypadku dyszy nowej, zużytej oraz nieoryginalnej), jednak do tego niezbędne jest doświadczenie a konkluzję są często subiektywne. Taka ocena również nie jest miarodajna dla naszego testu. Drugi sposób to pomiar wyciętych elementów. Pomiar ten daj nam dużo informacji o stanie części eksploatacyjnych ale dokonujemy go już po wycięciu detalu. W zależności od dokładności operatora, operacja ta może nastąpić już w trakcie pogorszania się żywotności części albo długo po tym jak część wypadła już z okna swojej żywotności. Tym samym dochodzi do sytuacji w której maszyna tnie złom w czasie w którym operator powinien zatrzymać proces cięcia i zastąpić elektrodę i dyszę. Takie badanie już jest bardziej odpowiednie aby dokonać analizy żywotności, część klientów właśnie na tej podstawie przysłało nam swoje dane. Ostania możliwość to ocena wizualna stanu dyszy poprzez urządzenie ND-PNWE-AE oraz oprogramowanie przekształcające zdjęcie w obraz dedykowany (bada odkształcenie cylindryczności otworu oraz stopień przegrzania miejscowego widocznego na poniższym zdjęciu , górne dysze zużyte, dolne - nowe).
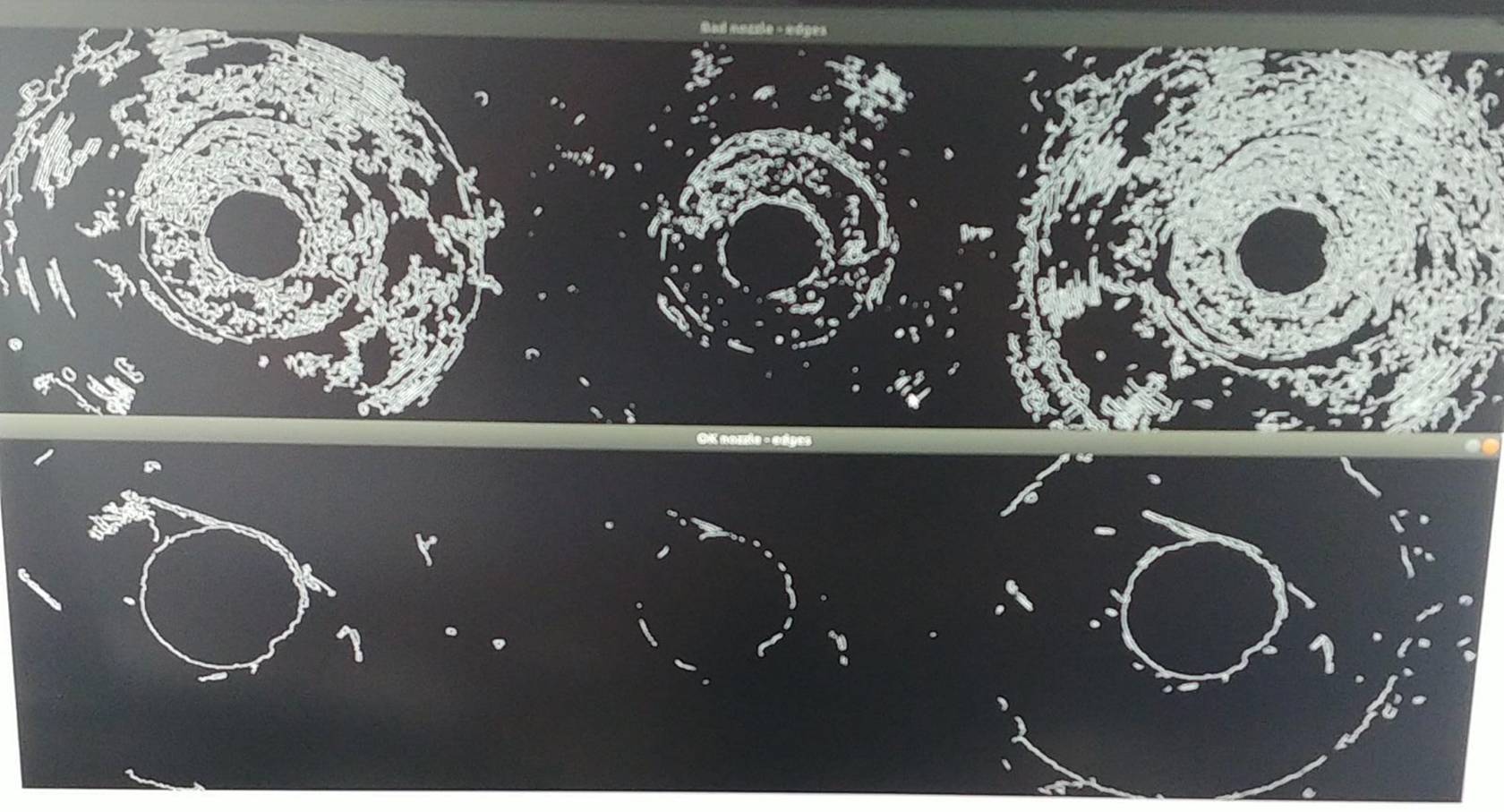
Na podstawie danych z tych obrazów komputer ocenia stopień zużycia części z dokładnością do 1 %. Analiza ta dokonywana jest w trakcie cięcia (co 10 przebić) i nie wpływa na czas wykonania rozcięcia całego programu.
Aby zobrazować różnicę w częściach podczas w/w analizy należy porównać te dwa obrazy przetworzone: Dysza N3 AJAN po 1176 przebiciach:
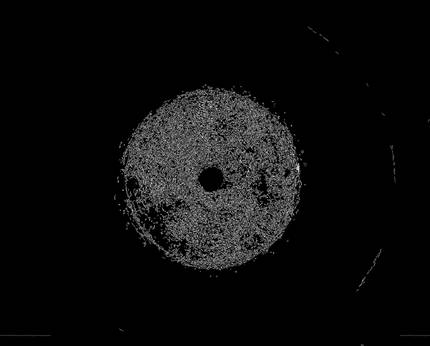
Objaśnienie: otwór dyszy wykazuje delikatne odkształcenie od owalności w prawym dolnym rogu, wg. obliczeń i algorytmu zużycie dyszy to 72%. Pozostała wartość 28% przekłada się na dodatkowe 448 przebić co potwierdza założenie sugerowanej żywotności ok 1600 przebić (w tym przypadku jest to wartość 1624 przebić). Stopień większego wpływu ciepła na dyszę (względem repliki) spowodowany jest dłuższą o prawie 1 godzinę pracą dyszy.
Dla przypomnienia, obliczenia te dotyczą cięcia programu o nazwie „cons” w technologii 80A a materiał cięty to stal węglowa ST355 o grubości 10 mm.
Dysza „REPLIKA” po 690 przebiciach:
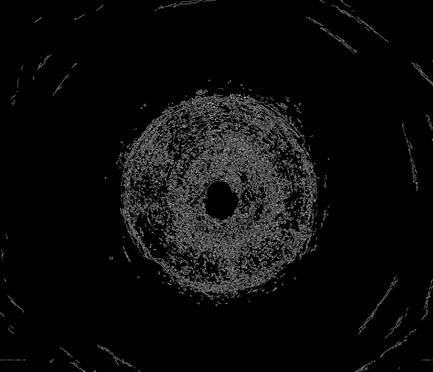
Objaśnienie: otwór dyszy wykazuje mocne odkształcenie od owalności w dolnej części otworu, wg. obliczeń i algorytmu zużycie dyszy to 100%. Elementy wycinane tą dyszą nie trzymają tolerancji opisanej w NORMIE ISO 9013-2. W tym konkretnym przypadku różnica w żywotności pomiędzy oryginalną dyszą (żywotność dyszy można przenieść na żywotność elektrody 1:1 a osłonki 4:1) a repliką sięga nawet 57-58% co jest wartością często osiąganą podczas naszych testów.
Końcowy, uśredniony wynik (wartość pokazuje o ile „REPLIKI” cechują się słabszą żywotnością) analizy żywotności to:
- nasze badania 41% (oparte o jednostkę ND-PNWE-AE)
- badania klientów 38% (oparte o metodę pomiaru wyciętych elementów w 13 przypadkach oraz ND-PNWE-AE w 3 przypadkach)
Dla przypomnienia, obliczenia te dotyczą cięcia programu o nazwie „cons” w technologii 80A a materiał cięty to stal węglowa ST355 o grubości 10 mm.
PODSUMOWANIE
Gorąco zachęcamy do indywidulanej analizy kosztów cięcia, jest ona bezpłatna dla każdego użytkownika maszyny naszej marki. Uważamy iż wybór dostawcy podzespołów do swojej maszyny powinien być przemyślany, świadomy oraz skrupulatnie przeanalizowany. Mamy nadzieje że kampania ta Państwu w tym pomoże. Cięcie termiczne za pomocą łuku plazmowego to bardzo złożony proces. Oszczędności w elementach składowych często, a nawet zawsze, mają odwrotny skutek do zamierzonego. W rozliczeniu końcowym klient na takich oszczędnościach zawsze traci, to FAKT który postaraliśmy Państwu przybliżyć czyniąc nieskończone serie badań w naszej siedzibie oraz w siedzibach naszych klientów. Wypowiedzi wybranych klientów są wynikiem ich dużego niezadowolenia z części nieoryginalnych. Głównie z ich żywotności, a w sumie z jej braku, jak i obsługi niektórych podmiotów po ewentualnej awarii.
Proszę przeanalizować ile Państwo tracicie wskutek tych rzekomych oszczędności i zadać sobie pytanie czy te parę euro różnicy są tego warte.
HYDRO MARKO – Producent urządzeń wodno-kanalizacyjnych – Jarocin
Z maszyny firmy AJAN korzystamy od …. Roku, jej praca oraz współpraca z AJAN POLSKA zawsze była wzorowa. Oczywiście zdarzały się usterki, te jednak były usuwane szybko. Warto napomnieć że jeżeli serwis potrzebował więcej czasu na awarie to część kosztów serwisowych firma AJAN potrafiła wziąć na siebie. Maszyna była zawsze bardzo efektywna a jej opłacalność była na bardzo wysokim poziomie, mowa o okresie kiedy urządzenie było w okresie gwarancyjnym i pracowało na oryginalnych podzespołach.
Niestety po zakończeniu okresu gwarancyjnego odwiedził nas przedstawiciel firmy oferującej części nieoryginalne. Dostaliśmy kilka części na próbę. Początkowo wydawało się że jest to sposób na oszczędności jednakże pojawiające się problemy wyprowadziły nas z tego przekonania. Potem było już tylko gorzej!!! Przedstawiciel ów był podczas dalszej rozmowy wyjątkowo agresywny okazało się że za wcześniej otrzymane darmowe próbki „musimy” zapłacić. (poj. agresywny odnosi się do stylu, treści wypowiedzi ) Niestety już podczas pierwszych testów doszło do awarii która skutkowała wezwaniem serwisu. Ten stwierdził nieoryginalność części i wystawił fakturę, fakturę której można było uniknąć korzystając z części oryginalnych. Co do żywotności zamienników naszym zdaniem części zamienne wytrzymywały w granicach 50-60% części oryginalnych. Natomiast jakość wycinanych elementów na częściach oryginalnych odbiegała o ok. 0,3 mm od wyników uzyskiwanych na częściach oryginalnych. W związku z tym musieliśmy te elementy poddać dodatkowej obróbce.
Obecnie posiadamy podpisaną Umowę Lojalnościową i spokój że maszyna działa tak jak powinna. Jeśli zaś dojdzie do jakiejś awarii możemy liczyć na sprawne działanie działu serwisowego firmy AJAN POLSKA. Podsumowując moją wypowiedź , stanowczo odradzam używania zamienników do przecinarek plazmowych AJAN, korzyści są złudne a ich używanie pozbawione jest sensu od strony ekonomicznej. Ponadto mam wielki niesmak po obcowaniu z przedstawicielem firmy oferującej w/w zamienniki. Jeżeli ktoś uważa inaczej może uczyć się na swoich błędach jednakże jesteśmy jawnym przykładem aby uczyć się na błędach innych.
Ps. Czekamy aż w ofercie AJAN pojawi się przecinarka Laserowa.
KŁOCZEWIAK S.C. – Producent kotew sadowniczych i konstrukcji stalowych – Belsk Duży
Współpracujemy z firmą AJAN POLSKA już 5 lat. Maszyna została zakupiona aby precyzyjnie wycinać elementy nadające się do dalszych prac montażowych bez zbędnej obróbki, W okresie gwarancyjnym sprawowała się bez zarzutów, po tym czasie skuliśmy się na części nieoryginalne aby obniżyć koszty produkcji, Zakupiliśmy różne części od kilku dostawców oferujących swoje ,,podzespoły'' na polskim rynku. Rzeczywiście są one tańsze od tych oryginalnych, jednak nie jest tc jakaś przepaść. Rozczarowanie pojawiło się po pierwszych analizach kosztowych. Przyśpieszone zużycie, niższa jakość i czystość cięcia na zamiennikach spowodowane wzrost kosztów moich wyrobów. Dodatkowo ich nieprzewidywalność w zużyciu przyczyniła się do dodatkowych strat w materiale. Przygoda z zamiennikami kosztowała mnie 1800 zł porównując do części oryginalnych, głównie na skutek słabszej żywotności (na poziomie 60% części marki AJAN} Zdecydowanie czuję się źle poinformowany przez przedstawiciela jednej z firm, który zapewniał mnie o doskonałej jakości swoich wyrobów. To okazało się nadużyciem. Z racji na szybki powrót do części firmy A}AN nie doszło do żadnej awarii mojej maszyny. Obecnie jestem częścią programu Lojalnościowego firmowanego przez AJAN, mam gwarancję ze maszyna będzie działała tak miało to miejsce podczas gwarancji, szybką reakcję serwisu, wsparcie zdalne oraz dostęp do najnowszych darmowych aktualizacji ofertowanych przez AJAN. Polecam wszystkim użytkownikom tych maszyn, parę euro nie jest warte tych problemów.
STEEL 4 Sp.zo.o. -
W naszej firmie używamy topowej przecinarki plazmowej marki AJAN , SHP460. Urządzenie to pełni najważniejszą funkcję w naszej firmie, ponieważ produkuje detale, które w dalszych cyklach są obrabiane oraz spawane aby stać się naszym finalnym produktem - konstrukcją stalową. Dodatkowo posiadamy bardzo wymagających klientów, dla których świadczymy usługi cięcia detali, często z wykorzystaniem głowicy fazującej 3D. Nasza maszyna jest jeszcze na gwarancji, jednak już niedługo po jej uruchomieniu otrzymałem propozycję spotkania z osobą, która oferuje nieoryginalne części do palników marki AJAN. Początkowo nawet nie chciałem o tym słyszeć, jednak sprzedawca nie odpuszczał i tłumaczył gwarantując duże oszczędności. Po zapoznaniu się z cennikiem otrzymałem „darmową” próbkę w postaci dysz oraz elektrod do prądu 130A. Pierwsze testy wypadły koszmarnie, detale były zaszlakowane, a ich wymiary często przekraczały tolerancję gwarantowaną przez producenta. Po wypaleniu 6 kompletów okazało się, że ponad połowa wypalonych detali nie nadaje się do dalszej produkcji. Dodatkowe koszty dodatkowej obróbki przekraczały opłacalność zakupu części nieoryginalnych wielokrotnie. Wg. naszych danych części nieoryginalne cechują się:
- niższą wytrzymałością ( poziom 40-50%)
- niższą jakością cięcia (czystość oraz wymiary nominale)
- niekorzystnie wpływają na głośność na hali produkcyjnej.
Poinformowaliśmy dostawcę o braku zainteresowania dalszej współpracy z racji na niską jakość jego zamienników. Rozmowa ta nie należała do najprzyjemniejszych, a jej efektem było otrzymanie faktury na części przysłane nam w celu weryfikacji jako „darmowe”. Cieszę się, że zakończyłem znajomość z tym dostawcą części zanim doszło do większych skutków finansowych.
Obecnie w dalszym ciągu nasza maszyna jest objęta warunkami gwarancyjnymi (mimo iż złamałem zapisy umowy producent się od nas nie odwrócił). Od tego dnia używamy wyłącznie części oryginalnych, produkcja idzie pełną parą. Detale trzymają wymiary, a krawędź jest czysta.
Wszystkim, którzy w dalszym ciągu korzystają z nieoryginalnych części radzę aby dobrze zweryfikowali „opłacalność” ich używania, a w szczególności ich żywotności w porównaniu do kosztów zakupu oraz oryginalnych części.


{kind=link}